我们提供通风管道安装,空调风管加工,共板法兰风管加工,白铁皮风管加工等服务!
服务电话
151-3659-8098
服务电话
151-3659-8098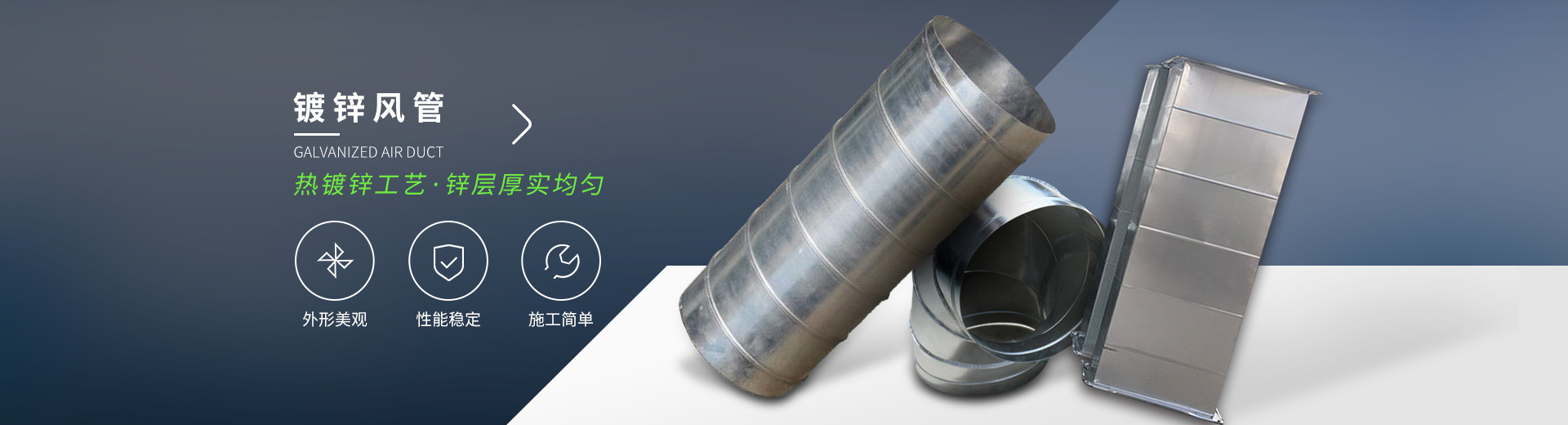

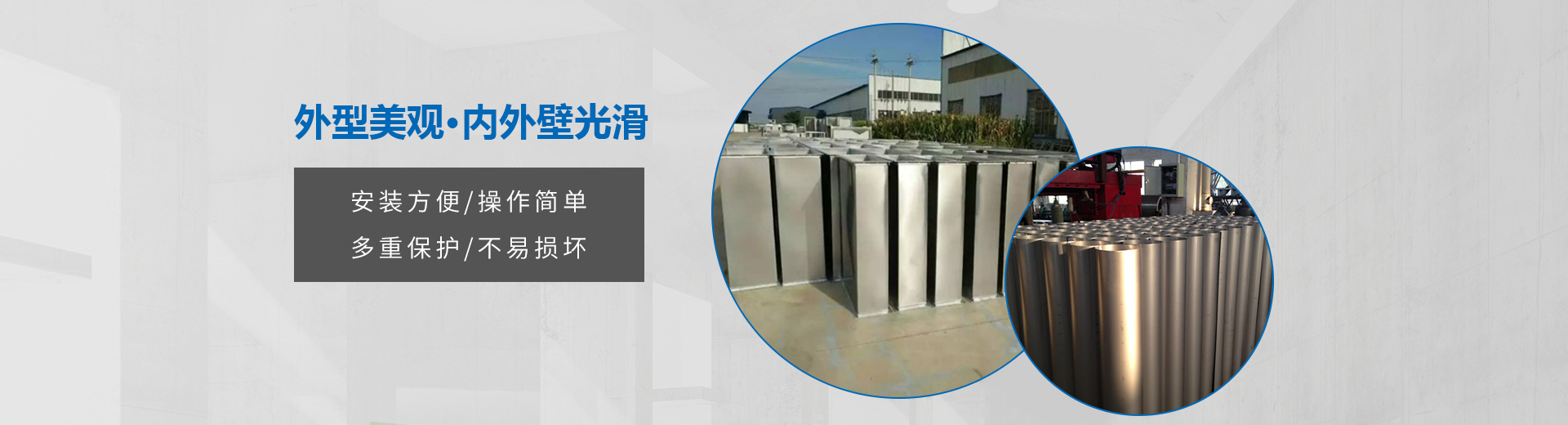

万豫暖通 • 产品列表
新闻列表
联系方式
联系人:郭经理
电话:15136598098
QQ:476880131@qq.com
地 址:驻马店市乐山路与淮河大道交叉口东北角国际金融中心F座13层1312室
驻马店不锈钢焊接风管知识
信息来源:http://www.hnwynt.com/ 文章作者:驻马店风管加工厂 发布时间:2021-08-19
服务热线
15136598098
联系人:郭经理 电话:15136598098
邮箱:476880131@qq.com
地 址:驻马店市乐山路与淮河大道交叉口东北角国际金融中心F座13层1312室
Corporation © 2019 河南万豫暖通科技有限公司 | 版权所有
豫ICP备2021015649号-1
技术支持:武汉网站优化鑫灵锐
百度统计

微信扫一扫联系我们